

With the global demand for dairy products on the rise, the need for efficient and sustainable dairy processing is more important than ever. Processing different dairy products – like milk, cheese, yogurt, and butter – requires a lot of energy. To minimize environmental impact and reduce energy costs, dairy processing plants are embracing innovative technologies like precision fermentation and advanced filtration techniques. If there’s one thing these plants have in excess, its heat. If repurposed within the facility, this heat energy has the potential to significantly boost both operational efficiency and sustainability.
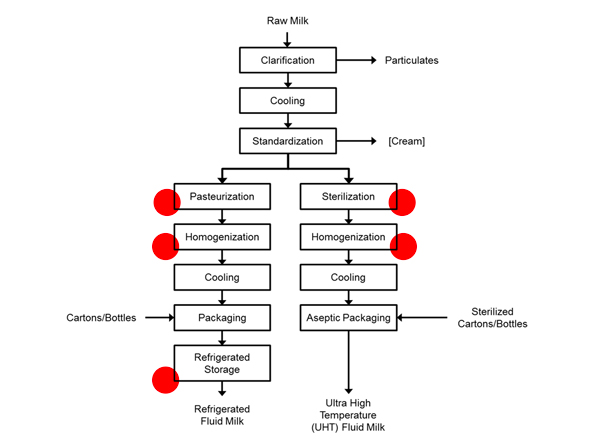
Dairy processing is a complex interplay of heat-intensive operations that include pasteurization, homogenization, drying, and refrigeration. Each of these processes contributes to the generation of waste heat, a byproduct that often goes unused despite its potential utility.
Air-to-Water (ATW) waste heat recovery systems can capture and repurpose thermal energy from hot air or gas streams – byproducts traditionally expelled into the environment – transforming what was once waste into a valuable resource. This repurposed energy is transferred to water, creating a versatile hot water supply that can be used throughout the plant. The conversion process relies on heat exchangers. These exchangers facilitate the transfer of heat from the air to the water without any direct contact, adhering to the stringent cleanliness and compliance standards required in food processing environments. This technology not only recycles energy but does so in a way that maintains the integrity and safety of the dairy products.
The U.S. dairy processing industry spends nearly $1.5 billion annually on fuel and electricity, with major increases over the past decade due to rising natural gas prices. By redirecting waste heat for pre-heating or other heating requirements, ATW systems can reduce reliance on external energy sources and directly cut down operational costs. This aligns dairy operations with global environmental objectives aimed at minimizing fossil fuel consumption.
Heat recovery systems also enhance operational flexibility, allowing dairy plants to adaptively redirect heat based on business requirements, seasonal variations, or specific process demands. This adaptability not only optimizes energy use but also supports a more sustainable and efficient operational model.
A considerable amount of thermal energy is generated and often wasted during various stages of dairy production and processing. By identifying where this waste heat comes from, facilities can consider opportunities for energy recovery and efficiency enhancements.
1. Pasteurizers
Pasteurizers are one of the most energy-intensive units in dairy processing due to the high temperatures required for heat treatment methods like HTST and UHT. HTST pasteurization heats milk to 72°C for 15 seconds, and UHT elevates it above 135°C briefly, both consuming and expelling substantial amounts of energy. Heat exchangers employed to cool the milk back to lower temperatures release hundreds of kilowatts of thermal energy.

2. Evaporators
In the process of concentrating milk, evaporators use steam or other heating media, releasing a large amount of latent heat during the condensation of vapors. The scale of these operations means that evaporators can produce waste heat in the range of several megawatts, making them a prime target for heat recovery.
3. Dryers
Spray dryers use heated compressed air or gas (typically above 200°C) to evaporate moisture quickly from the milk to form powder. The exhaust air from dryers retains a high temperature (and energy) and is a significant source of waste heat.
image
4. Refrigeration Systems
Critical components like compressors and condensers in refrigeration systems expel heat during the refrigerant condensation process. This released heat can amount to several times the electrical energy consumed by the compressor, depending on the system’s efficiency.
5. Homogenizers and Separators
These devices increase the temperature of milk through mechanical action and friction, emitting heat from both mechanical energy losses and the thermal content of the product, although on a smaller scale compared to other processes.
By comprehensively understanding and deploying ATW waste heat recovery, dairy processing plants can transform a routine byproduct into a valuable asset, optimizing energy use, reducing costs, and contributing to environmental sustainability. This strategic approach not only conserves resources but also sets new standards in the industry for energy efficiency and sustainable practices.
1. Heating Water for CIP Systems
Clean-In-Place (CIP) systems are used in dairy processing to ensure that the processing equipment and pipes are thoroughly sanitized without the need for disassembly. These systems use high-temperature water (between 60°C and 85°C) to dissolve residues, kill bacteria, and maintain the stringent hygiene standards required for dairy product safety.
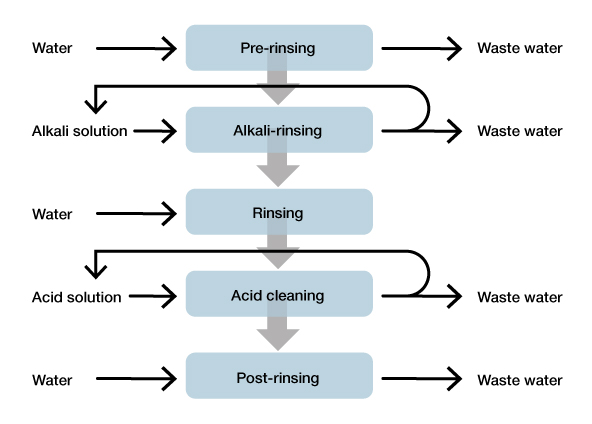
By integrating recovered waste heat to heat this water, dairy plants can reduce their dependence on external heating sources such as boilers for cleaning purposes.
2. Pre-heating for Boilers
By comprehensively understanding and deploying ATW waste heat recovery, dairy processing plants can transform a routine byproduct into a valuable asset, optimizing energy use, reducing costs, and contributing to environmental sustainability. This strategic approach not only conserves resources but also sets new standards in the industry for energy efficiency and sustainable practices.
Fire-tube Boilers: Often chosen for smaller dairy operations due to their compact size and lower initial cost. Hot gases from the combustion process pass through tubes that are surrounded by water. As the water heats up, steam is generated. Water-tube Boilers: More commonly used for larger dairly plants because of their ability to operate at higher pressures and their higher efficiency. Water flows through tubes that are heated by surrounding hot gases. This design allows for faster steam production and more efficient heat transfer.
4. Cheese Vats
Modern industrial cheese production most often uses enclosed vats that are cylindrical and can be sealed. These vats are equipped with automated agitators and temperature control systems. The temperature control systems are especially important, because the milk must be kept between 30°C to 33°C, for proper curd formation.

Waste heat from other dairy processes can be transferred via fluid heat exchangers and circulated through a secondary loop that interfaces with the cheese vat’s temperature control system to maintain the precise temperatures needed in the vats. Instead of heating water with traditional energy sources, the pre-heated water from the ATW system is used.
5. Anaerobic Digesters
Dairy facilities are already familiar with the idea of a circular economy, as demonstrated by their use of anaerobic digesters. These digesters facilitate the breakdown of organic waste – primarily unused dairy solids, effluents, and other biodegradable materials – into biogas and digestate in an oxygen-free environment. For optimal microbial activity, anaerobic digesters require a controlled temperature range, typically between 35°C and 55°C. Biogas, primarily consisting of methane and carbon dioxide, can be used as a renewable energy source to power and heat the facility, while digestate serves as a nutrient-rich fertilizer. These digesters play a crucial role in sustainable waste management within dairy processing facilities, but can be made more efficient through by using wast. Heated water from an ATW system can circulate through heat exchangers connected to the anaerobic digesters.
7. Pastuerizers, Evaporators, Dyers, Homogenizers, and Separators
Pasteurization don’t just give off tremedous amounts of thermal energy, they also need tremendous amounts of thermal energy to do their job. The same applies for other dairy processing equipment like evaporators, dryers, homogenizers, and separators. These pieces of equipment also expel waste heat when operating. Integrating an ATW Waste Heat Recovery System creates a sustainable cycle that reduces this energy wastage. For example, an ATW system can capture the thermal energy released during the cooling phase of pasteurization and use it to pre-heat new incoming milk. By raising the temperature of the incoming milk closer to the required pasteurization temperatures, the overall energy demand on the primary heating source is decreased.
 Capturing excess heat in dairy processing plants is both practical and profitable. By adopting a Waste Heat Recovery System (WHRS), you can harness the latent power of waste heat to boost operational efficiency, cut costs, and reduce your carbon footprint.
Capturing excess heat in dairy processing plants is both practical and profitable. By adopting a Waste Heat Recovery System (WHRS), you can harness the latent power of waste heat to boost operational efficiency, cut costs, and reduce your carbon footprint.
Consider ENERVEX's VHX Economizers, which use compact heat exchanger modules to convert exhaust waste heat into valuable hot water. Traditional economizers fall short when compared to this versatile system, which can achieve an impressive 200% to 300% more savings. Or, if you are looking for a turnkey solution, the RHX Roof-Top Heat Exchanger System can capture and recycle your excess heat with minimal installation downtime, typically taking just 30 minutes to set up!