THE CHALLENGE
The facility currently relies on a 150HP steam boiler for their process steam. The boiler operated at approximately 80% efficiency and the facility wanted to explore opportunities to increase the efficiency of the boiler plant and to decrease CO2 emissions. Additionally, the facility wanted to keep capital costs to a minimum with an ROI of less than 3 years.
THE SOLUTION
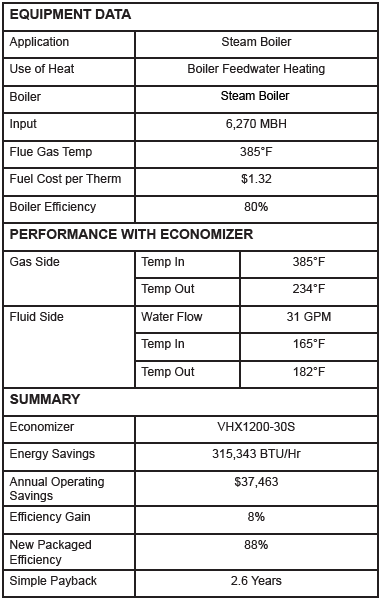
To meet the requirements of the facility, it was suggested to install an ENERVEX VHX Economizer and Heat Exchanger to the existing boiler stack. When used to recover waste heat in a boiler as pre-heated feedwater, estimates showed a waste heat recovery system could reduce fuel requirements by 8 percent.
This integrated, high-efficiency economizer and waste heat recovery solution maximizes BTU recovery, translating to annual energy savings of $37,463 and an ROI of 2.6 years.
THE RESULT
Benefit to the Customer:
Benefit to the Environment
PROJECT DATA