

The pharmaceutical industry stands as one of the most vital sectors globally, driving medical advancements that impact millions of lives. Valued at over $1.6 trillion, the industry continues to expand rapidly, fueled by the development of new treatments, vaccines, and biopharmaceuticals. Innovation in drug discovery, precision medicine, and manufacturing technologies has enabled pharmaceutical companies to meet the growing demand for more effective therapies. However, beneath the surface of this progress lies a significant challenge: the enormous energy consumption required for production.
Pharmaceutical manufacturing is inherently energy-intensive. From the synthesis of active pharmaceutical ingredients (APIs) to the formulation and packaging of finished drugs, each stage of production generates large amounts of heat. As energy costs climb and sustainability targets tighten, finding smart solutions to tackle this energy challenge has become more urgent than ever.
One such solution is air-to-water waste heat recovery, a technology designed to capture excess heat from production processes and convert it into usable energy. It works by transferring heat from exhaust air or hot surfaces to water using heat exchangers. This heated water can then be reused in various applications like heating, cleaning, or generating steam, effectively reducing the need for additional energy inputs.
ATW waste heat recovery holds immense potential to improve efficiency, cut energy costs, and reduce environmental impact when strategically implemented within such manufacturing plants.
Pharmaceutical manufacturing is a highly energy-dependent sector. From synthesizing complex chemical compounds to maintaining sterile production environments, the industry consumes a staggering amount of energy. The top Big Pharma companies each use more than 3 terrawat hours per year during manufacturing operations. This energy usage is necessary to power various production processes, many of which generate substantial amounts of excess heat.
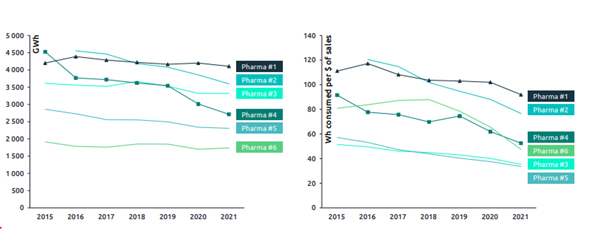
Energy and consumption and energy intensity of six major global Pharma companies.
The sheer scale of energy usage translates directly to high operational costs. As global energy prices rise and continue to experience volatility as a result of the war in Ukraine, companies are facing mounting pressure to find ways to optimize energy use and cut costs. If energy costs reach certain levels, this can eventually drive up medication prices for consumers.
In parallel, the industry faces increasing pressure to meet ambitious sustainability goals. Regulators, investors, and consumers alike are demanding that pharmaceutical companies reduce their carbon footprints. In response to the United Nations “Race to Zero” campaign, nearly half of the global pharmaceutical and biotech sectors have pledged to cut their emissions by 50% by 2030 and aim for net zero by 2050.
Waste heat recovery offers a solution to both the economic and environmental challenges posed by energy consumption within the pharmaceutical sector.
Waste heat recovery is valuable across industries, but it's especially beneficial in pharmaceuticals, where precise temperature and humidity control are critical. Here are key areas where waste heat is available to harness and reuse:
Cleanrooms are a critical component of pharmaceutical manufacturing, ensuring a sterile environment for drug production by maintaining strict control over temperature, humidity, and air purity.These rooms use high-efficiency particulate air (HEPA) filters to remove contaminants, and the air is continuously cycled to maintain these clean conditions.
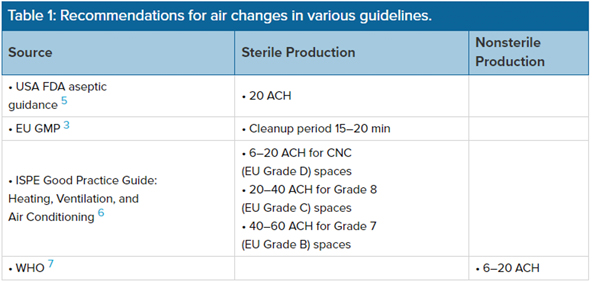
Cleanroom HVAC systems are some of the most energy-intensive systems in a pharmaceutical facility, often accounting for 40-60% of total energy consumption. This high usage is due to the need for constant air cycling – typically between 20 to 60 air changes per hour – and precise environmental control to meet regulatory standards like ISO 14644 and FDA aseptic guidelines.
These systems are essential for maintaining cleanroom conditions, but drive up operation costs with the large volumes of air they. Their energy-intensive nature makes these and other HVAC systems a prime candidate for efficiency improvements, like using waste heat recovery to capture and reuse excess heat.
Large steam autoclaves, commonly used for sterilization in pharmaceutical manufacturing (injectable drugs, vaccines, and medical devices), are highly energy-intensive. Sterilization processes can account for a good chunk of a facility's energy consumption, largely due to the high temperatures (121-134°C) and pressures required to ensure product sterility. The energy consumed by these autoclaves includes both the steam production and the subsequent cooling phase, which releases significant waste heat. Research from the ENRSYS project estimates that up to 77% of waste heat from autoclave processes could be recovered with WHR systems.
Similarly, pasteurization is essential in the production of biological products, where the process typically occurs at 60°C to 85°C to reduce microbial content without damaging the product. This also results in significant heat output. Instead of discarding this valuable heat, it can be captured and reused.
Pharmaceutical facilities rely on vast amounts of water for various critical operations, including cleaning production equipment, sterilizing surfaces, and maintaining stringent hygiene standards required by regulatory bodies such as the FDA and EMA. Daily or even continuous cleaning cycles are often mandated to prevent contamination and ensure product integrity.
The water used in these processes often needs to be heated to specific temperatures – ranging from 60°C to 90°C – depending on the cleaning or sterilization protocol:

Drying and dehydration processes remove moisture from raw materials or final products, such as powders, granules, or tablets. Common drying methods include fluid bed drying (used to dry granules and powders) and rotary evaporators (used to concentrate ingredients by evaporating solvents). These processes typically operate at high temperatures and consume substantial energy to maintain precise heat levels, often resulting in excess waste heat.
(Picture)
If this waste heat is captured by air-to-water systems it can be redirected to preheat water for other manufacturing needs or even to power heat exchangers for drying operations.
Many pharmaceutical products, especially vaccines, biological drugs, and certain chemical compounds, require strict refrigeration or freezing during both production and storage. These products often need to be stored at sub-zero temperatures to prevent degradation. Cold storage can require temperatures ranging from 2°C to -80°C in the case of vaccines like mRNA-based COVID-19 vaccines.

If this waste heat is captured by air-to-water systems it can be redirected to preheat water for other manufacturing needs or even to power heat exchangers for drying operations.
Pharmaceutical manufacturing generates both biological and chemical waste, which often needs to be incinerated for safety and compliance purposes. The waste incineration process releases a tremendous amount of heat that is often vented into the atmosphere.

By integrating waste heat recovery systems, the heat generated from incineration can be captured and used to generate hot water or steam for facility use, turning a waste process into an energy-efficient solution.
Packaging of pharmaceutical products, especially for sterile items like syringes, blister packs, and ampoules, often involves heat-intensive processes such as heat sealing, shrink wrapping, or plastic molding. Air-to-water heat recovery systems can potentially be outfitted to capture the excess heat produced by sealing machinery and reintegrate it into the facility’s water heating systems to reduce the overall energy load.
Once waste heat is captured via air-to-water heat recovery systems, it can be put to use in various ways throughout the pharmaceutical facility. The key to maximizing efficiency lies in how this heat is reused, redirected, or recirculated back into the same or similar processes.
The pharmaceutical industry can reap huge rewards by adopting air-to-water (ATW) waste heat recovery. Capturing and reusing excess heat slashes energy costs, boosts efficiency across the board, and helps shrink your carbon footprint. Whether it’s for cleanrooms, sterilization, or HVAC systems, the possibilities for applying this technology are extensive and impactful.
As the push for sustainability ramps up, ATW waste heat recovery is set to become a key player in driving energy efficiency and cutting environmental impact. It’s a win-win – your company can save money while contributing to a greener, more responsible future.
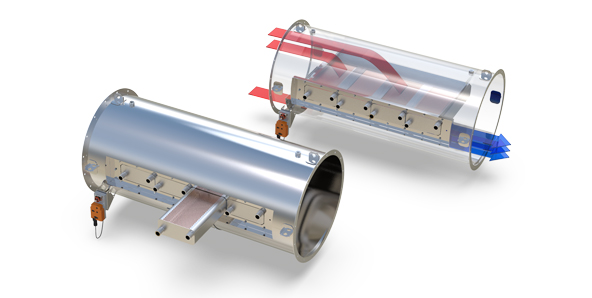
ENERVEX’s VHX Economizer offers a cutting-edge solution. With its modular design and hybrid micro-channel/plate heat exchanger, the VHX turns waste exhaust heat into hot water that can serve multiple purposes .This system offers 200% to 300% more savings compared to traditional economizers and reduces fuel consumption by up to 10%, often paying for itself within two years.
Ready to make waste heat work for you? Contact ENERVEX today to discuss your options!