

Pulp and paper mills depend on heat at almost every stage of production. Digesters use it to break wood chips down into pulp, while evaporators concentrate black liquor before chemical recovery. Later in the process, steam-heated dryer cylinders remove the remaining moisture from the paper sheet.
A lot of that energy does useful work once, then leaves the system through warm exhaust air, condensate, boiler flue gas, wastewater, and other thermal streams.
Those losses are worth targeting because they come from the same systems that drive mill energy demand. The U.S. Department of Energy identifies paper drying, black liquor evaporation, and lime kilns as major energy-saving opportunities in pulp and paper manufacturing.
ATW WHR is useful here because not every recovered heat stream needs to be hot enough for steam production. Lower-grade heat from process exhaust can still be transferred into water and reused for process water, boiler makeup, building heat, or other hot water loads across the facility. For mills trying to lower fuel use without disrupting production, this is the easiest place to start.
ATW WHR systems extract heat from air or gas streams and transfer it into a water loop via a heat exchanger. The air side may include exhaust from dryer hoods or process streams. The water side feeds into existing hydronic infrastructure. The recovered heat can then feed systems the mill already uses, such as boiler makeup water, process water, wash water, or building heating loops. ATW WHR retrofits integrate directly into these systems without requiring a fundamental redesign of the plant.
Direct reduction in steam and fuel demand Pulp and paper mills run with near continuous heat demand across dryers, evaporators, and recovery systems. If recovered heat can handle part of that demand load, the boiler doesn’t have to work so hard to bring water up to temperature. That means lower fuel use and lower operating cost, without changing production rates.
Energy losses are distributed across multiple systems. Dryer exhaust, ventilation air, wastewater, and mechanical systems all contribute. ATW WHR aggregates these losses into a usable energy stream, improving overall plant efficiency.
Pulp and paper mills emit large volumes of CO₂, much of it from on-site biomass combustion such as black liquor and wood residues. As mills face stricter reporting requirements, customer-driven emissions targets, and internal ESG goals, reducing total heat demand becomes a practical lever. Waste heat recovery helps by offsetting how much new heat needs to be generated, which can lower overall CO₂ output without changing the core process.

Mill emissions are driven largely by on-site heat generation, including biomass combustion.
Most pulp and paper facilities operate legacy infrastructure with long asset lifecycles. ATW WHR can tie into exhaust streams and hot water loops the mill already uses, so upgrades can be planned around existing equipment instead of a full rebuild.
After sheets are pressed, they still contain a large amount of water, so they must pass over dozens of steam-heated cylinders that drive off the remaining moisture. A typical paper machine may use 40 to 70 dryer cylinders, and steam-heated cylinder surfaces often operate around 160°C. The exhaust air leaving the hood is typically hot and near saturation, carrying both heat from the air itself and from the water vapor driven off the sheet. This makes it one of the most concentrated and consistent sources of recoverable energy in the plant. Instead of sending that heat out through the stack, it can be used for water heating, air preheat, or other low-temperature loads.
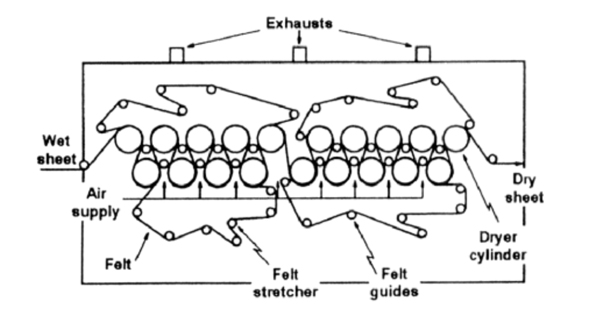
Steam-heated cylinders dry the sheet, while hood exhaust removes moisture.
Recovery boilers and power boilers produce hot flue gas as they burn black liquor, biomass, natural gas, or other fuels. In kraft recovery boilers, flue gas leaving the evaporative surfaces can be above 350°C before it passes through economizers. In large boiler systems, stack gas after heat recovery is often still in the 450–650°F range. Hot flue gas from boiler systems provides a rich source of medium-grade heat that can be recovered and used throughout the mill.
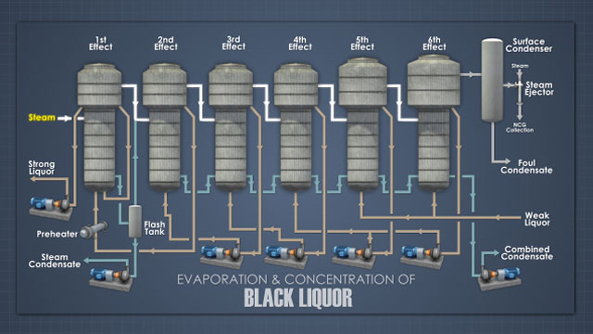
Black liquor is the spent pulping chemical stream left after cooking wood chips. It contains dissolved lignin, organics, and the inorganic chemicals used in the process. Before it can be burned in the recovery boiler, the water content must be reduced so it will sustain combustion and allow chemical recovery. That is why mills run multi-effect evaporators. They concentrate the liquor by boiling off water, producing large volumes of low-pressure vapor. Those vapor streams carry usable heat. Most mills reuse part of that energy within the evaporation train, but additional heat can still leave the system. Capturing that heat outside the primary loop can support water heating or other plant loads.
Lime kilns are another part of the chemical recovery cycle. After cooking, the pulping chemicals are regenerated in a causticizing process that produces calcium carbonate (lime mud). The kiln heats this material to convert it back into calcium oxide (quicklime), which is reused in the process. This is a high-temperature, near-continuous operation. Kilns typically run around 900–1,200°C, using natural gas, oil, or sometimes biomass as fuel. Because they operate alongside the recovery cycle, the exhaust gases can provide a steady stream of recoverable thermal energy even after internal heat recovery.
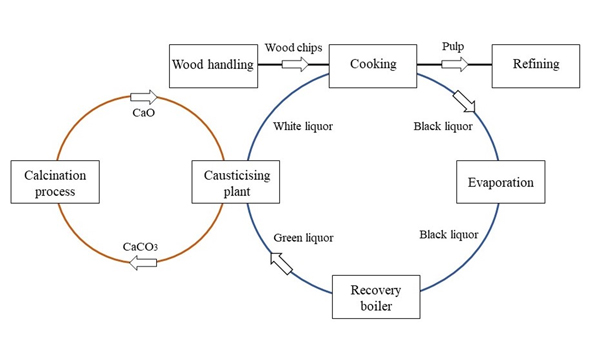
Kraft pulping cycle showing chemical recovery and lime kiln regeneration.
Recovered heat can raise the temperature of boiler makeup water before it reaches the boiler system. That reduces the amount of fuel needed to bring water up to operating temperature and lowers the overall firing demand on the boiler. With less load on the system, mills can reduce fuel costs, ease wear on boiler equipment, and support energy efficiency and emissions targets at the same time.

Recovered heat can preheat boiler water, cutting fuel use and system load.
Recovered heat can supply or supplement process water for low-grade heat applications where full steam heating is not necessary:
Dryer hoods and ventilation systems need incoming air. In colder climates, that air can create a major heating load. Recovered heat can preheat supply air before it enters the hood or building, reducing the load on steam coils or other heating equipment.
Large mills have big non-process heating loads too, including machine halls, maintenance areas, warehouses, and offices. Recovered heat can feed hydronic heating loops for these spaces, especially during cooler months. (PICTURE) Recovered heat supports climate control in large mill spaces like warehouses and production areas
Many mills already manage heat through a central energy system with boilers, turbines, condensate return, and sometimes CHP. ATW WHR can add another usable heat stream to that system, capturing lower-temperature energy that may not fit the main steam cycle but still works for hot water loads.
Pulp and paper mills already generate large amounts of recoverable heat. Much of it leaves through dryer hood exhaust, boiler stacks, process air, and other thermal streams before the facility gets full value from it. ATW WHR gives mills a practical way to move that heat into hot water applications. It can support boiler makeup water or process water.

The result is lower fuel demand and better use of the energy already produced on site. ENERVEX PowerVex units are built for industrial heat recovery. They convert exhaust waste heat into hot water using compact hybrid micro-channel/plate heat exchanger modules. ENERVEX also offers rooftop, inline, ultra-condensing, and packaged heat conversion options depending on the source stream and facility layout.