

Every day municipal and industrial water treatment plants move, clean, and recycle the water that supports homes, industries, and agriculture. That work is energy-intensive. In the United States, public water and wastewater facilities account for roughly 2% of total national electricity use, consuming over 30 billion kilowatt-hours each year, according to the U.S. Department of Energy. That translates into more than 45 million tons of greenhouse gas emissions annually, placing the sector among the largest municipal energy consumers.
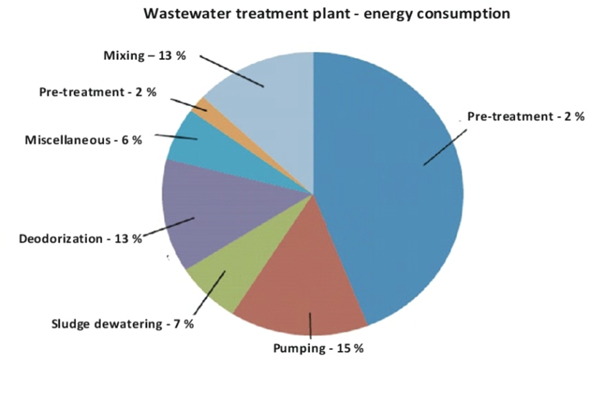
Inside the fence line, the biggest loads come from aeration, pumping, and sludge handling. Much of this power ultimately turns into heat that escapes through blowers, exhaust systems, and ventilation air. The paradox is that these same facilities often need that very heat elsewhere. Air-to-water waste heat recovery (ATW-WHR) systems present a proven way to close that loop, capturing the low-grade heat already being released inside the plant and putting it back to work.
Water and wastewater treatment facilities generate heat from nearly every mechanical and biological process they run. Most of it is low-grade but consistent, which makes it a good candidate for recovery through an air-to-water system:

The process behind ATW waste heat recovery is deceptively simple. A fluid-to-air heat exchanger absorbs heat from exhaust air, and a pump circulates water through the coil to capture it. The warmed water is then piped to where it’s needed within the plant.
Modern systems are far more advanced than early heat exchangers. Manufacturers now use plate-fin or microchannel exchangers for higher surface area and lower pressure drop. They’re often paired with heat pumps that can upgrade low-temperature waste heat into usable hot water (up to 80°C (176 °F)) with impressive coefficients of performance (COPs of 4–6). This means every kilowatt of electrical input to the heat pump can deliver four to six kilowatts of heat. That is a serious energy multiplier for treatment facilities striving to meet net-zero or energy-neutral goals.
Reclaiming low-grade heat inside a treatment plant does more than trim a few utility bills. It changes how the facility uses energy, how consistently its processes run, and how much carbon it releases:
Anaerobic digesters handle the solids removed during treatment. They break down organic material using mesophilic bacteria that thrive only within a narrow temperature range, usually 35–38°C (95–100 °F). This step reduces the volume of sludge, stabilizes it so it’s safer to handle, and produces biogas that many plants use for on-site energy.

Traditionally, plants rely on boilers powered by natural gas or their own biogas to keep digesters at the right temperature. With waste heat recovery, a portion of that load can be handled by reclaimed heat instead. Recovered energy can warm the sludge before it enters the digester or help hold temperature in upstream tanks, which lowers boiler runtime and cuts overall fuel use.
After solids are stabilized in the digester, they still contain a large amount of water. Dewatering and drying systems reduce that moisture so the final material is easier and cheaper to handle, haul, or further process. Higher temperatures speed up moisture removal, which is why many drying systems run in the 100 °C to 150 °C (212 °F to 302 °F) range.

Recovered heat from centrifuges, dryers, and pasteurizers can be fed back into the next drying cycle, reducing the amount of new energy the system needs to start up and maintain temperature. This creates a more efficient operation, where each cycle benefits from the heat carried over from the one before it.
Control rooms, maintenance shops, and chemical storage buildings often require space heating year-round. Air-to-water waste heat recovery can supply part of that demand by capturing low-grade heat already produced inside the plant and routing it into the HVAC loop. The recovered heat can temper incoming ventilation air or support radiant systems, which reduces how often dedicated boilers or electric heaters need to run.
A surprising amount of water inside a treatment plant needs to be warmed before use. Operators rely on tempered water for rinsing screens, cleaning tanks, flushing lines, and preparing chemical solutions. In colder months, the gap between incoming water temperature and the temperature needed for these tasks can be significant, which means boilers or electric heaters often run just to bring service water up to a workable level. ATW WHR can cover a meaningful portion of that load. By using captured heat to prewarm service water, plants reduce the temperature lift required from their heating equipment.
Air-to-water waste heat recovery lets facilities reclaim a resource they’ve been discarding for decades – warm exhaust air – and reuse it where it’s needed most. For water treatment plants, that reclaimed energy can support digestion, drying, tempered water, and building heat. These are all areas that normally lean heavily on boilers or electric systems.

ENERVEX designs air-to-water waste heat recovery systems built for exactly these types of loads. Our PowerVex line uses hybrid micro-channel and plate heat-exchanger modules that pull more usable heat out of exhaust streams than traditional economizers, but in a smaller footprint. Because the units are modular and packaged, they slot into existing HVAC or process loops without adding operational complexity.