

The global paint and coatings industry is a cornerstone of modern manufacturing, supplying everything from architectural paints to automotive, marine, and industrial finishes. It’s a vast network of chemical production, formulation, and application facilities – together valued at more than $186 billion worldwide (2025) and the industry is still growing. Household names like Sherwin-Williams and PPG Industries rake in billions in sales each year.
Behind that industry are processes built on chemistry and heat.

Coatings must be mixed, applied, and cured under controlled temperatures to achieve consistent material performance, durability, and finish quality. That means continuous ovens, drying tunnels, and ventilated spray booths that run hot and release equally hot exhaust air. In a sector where energy costs weigh heavily on margins, reclaiming even part of that loss can deliver meaningful operational and environmental gains.
ATW (air-to-water) waste heat recovery systems provide a method to intercept this heat and convert it into usable hot water for process or facility heating.
An air-to-water (ATW) system is built around three main components: a gas-to-liquid heat exchanger, a circulating pump, and a closed water loop. As hot exhaust air passes through the exchanger’s finned tubes or plates, cooler water moves through the other side. The two streams never mix, heat simply transfers across the metal surfaces. The result is a steady flow of warmed water, typically leaving the exchanger at 50–90 °C (120–195 °F), depending on the exhaust temperature and system design. Because the recovery is indirect, it’s highly flexible. The recovered heat doesn’t have to match a single process. It can serve multiple end uses simultaneously through mixing or staged distribution.
Air-to-water waste heat recovery makes a strong business case on its own. It cuts fuel use, lowers emissions, and improves process stability using energy that already exists within the plant:
The paint and coatings process depends on a steady rhythm of heating, drying, and ventilation. Almost every major step generates consistent, recoverable heat that can be turned into useful hot water. All of the following waste air streams are best suited to an air-to-water (ATW) exchanger (instead of more complex air-to-air circulation) because they carry the heat in gaseous form.
Coatings must be heated to drive off solvents, initiate cross-linking reactions and ensure the film attains full adhesion, durability and finish performance. Curing and drying ovens are the largest contributor to waste heat because they operate continuously, with exhaust air typically ranging between 120 °C and 200 °C (250 °F and 390 °F).
In the automotive paint shop context, the ovens alone consume more than 20% of the total energy used in the paint shop, which means thousands of dollars per line each month literally vanish up the stack.
In flash-off tunnels, coated parts rest briefly to let solvents or water carriers evaporate before curing. These tunnels run at moderate temperatures, typically 70–110 °C (160–230 °F), and maintain constant airflow to keep vapor concentrations safe and uniform. The exhaust is relatively clean, it’s mostly warm air with trace solvent vapors, making it a straightforward, low-risk source for indirect heat recovery.

These provide another, albeit lower-temperature source. Air moves constantly through filtration and ventilation stages to protect workers and maintain coating quality. Although booth exhaust is typically only 30–60 °C (85–140 °F), the sheer volume makes it a valuable contributor when several lines are linked through a shared manifold. Often tens of thousands of cubic meters push through a system per hour. IMAGE
Once captured, the recovered hot water becomes a flexible energy source that can serve multiple systems throughout the facility. In most plants, these uses already exist – it’s simply a matter of supplying them more efficiently.
This is often the first and easiest use. Pre-heating feedwater by tens of degrees can improve boiler efficiency by around 5–7%, making this one of the more accessible and impactful applications of waste-heat recovery. In facilities with multiple small boilers, the savings can be substantial over a full production year.
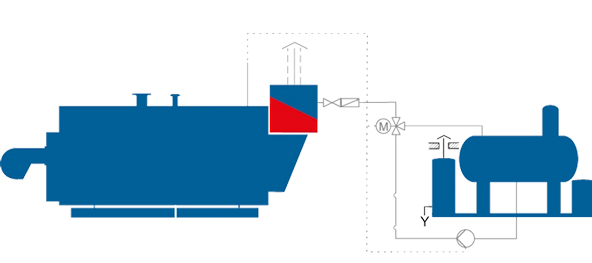
Simplified flow diagram of a steam boiler system with integrated economiser
Coating lines require frequent wash cycles for mixing vessels, spray guns, and filters to prevent cross-contamination between batches. These cleaning steps often rely on large volumes of hot water produced by dedicated heaters or boilers. Supplying 50–70 °C (120–160 °F) water from the recovery loop reduces or eliminates that separate heating demand, cutting both energy use and cycle time.
Many coating operations maintain constant ventilation to control VOCs and humidity. This is a major energy draw. Hot water from the recovery loop can circulate through coils in make-up air units, tempering cold outdoor air before it enters spray booths or ovens. This not only stabilizes process temperatures but can cut burner demand appreciably during colder months.
When production schedules don’t align with heat demand, buffer tanks store recovered water for later use. And in plants that generate large volumes of lower-temperature exhaust, such as from spray booths, pairing the recovery loop with an industrial heat pump can raise the outlet temperature to around 80–90 °C (175–195 °F). This not only expands how the recovered heat can be used, but also helps maintain a stable thermal supply even when process conditions fluctuate.
The paint and coating industry already manages air and heat with precision, which makes it a natural fit for air-to-water waste heat recovery. Turning exhaust from ovens and tunnels into usable hot water reduces fuel costs, stabilizes operations, and supports sustainability goals. And it does this using energy the plant already paid for.

ENERVEX PowerVex systems make that recovery simple. Our hybrid micro-channel and plate heat-exchanger design delivers high efficiency in a compact footprint, while built-in bypass dampers eliminate downtime during maintenance. Most installations are completed in under 30 minutes.
Don’t let valuable energy escape through the stack. Visit ENERVEX.com to see how PowerVex systems turn waste heat into lasting savings.