

Making ceramic goods and tiles takes heat – lots of heat. Kilns run above 1,000 °C (1,832 °F), dryers pull moisture from tons of clay, and glaze lines add to the energy load. Fuel and electricity together can swallow 30% of production costs in a typical plant. Yet even as this energy is purchased and consumed, huge volumes of hot exhaust air and flue gases are pushed out of the system unused.
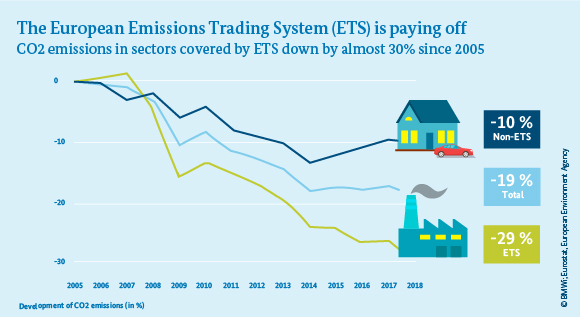
Instead of continuing to vent this energy, manufacturers are beginning to capture it. Rising fuel costs, stricter emissions rules, and growing pressure to demonstrate sustainable production make all that wasted energy hard to justify. Air-to-water waste heat recovery (ATW WHR) systems present a solution that can significantly cut fuel demand and deliver ROI in just a few years.

Ceramic tile plants run continuous or semi-continuous lines where most of the energy demand is concentrated in firing and drying. Roller kilns are the heaviest consumer, and studies of European facilities have measured average thermal use at about 4.6 GJ per ton of fired tiles across firing, drying, and spray-drying combined. Within that balance, firing represents the largest share.
What makes these kilns particularly important is not only their consumption but also their losses. More than 50% of the energy input can exit through flue gases and cooling air streams. Exhaust gases typically leave the kiln at 150–450 °C (302–842 °F), a temperature range well suited for recovery through air-to-water heat exchange.
The issue isn’t a lack of heat but rather its mismanagement. Without recovery, this energy is lost into the air, while other processes downstream continue to rely on fresh fuel or electricity for heating needs. Installing ATW WHR systems allows plants to capture this exhaust heat and convert it into hot water. That water can be fed back into production steps such as spray drying or glaze preparation, or used in boiler systems and facility utilities.
Tile plants operate on thin margins, under pressure from high fuel costs, emissions rules, and global competition. ATW WHR systems directly address these challenges:
Roller kilns define the energy profile of a tile plant. They maintain firing temperatures above 1,000 °C (1,832 °F) and account for the bulk of total fuel use. In the process, they also discharge exhaust gases between 250--450 °C (482–842 °F), a stream of high-grade heat that typically goes unused.. Installing ATW WHR heat exchangers in these flue systems allows plants to convert that wasted heat into hot water. The recovered energy can be directed back into preheating combustion air, reducing the fuel needed for firing, or routed into spray dryers and boilers. Because kiln exhaust is high-temperature and continuous, it represents the single most effective point of recovery in the plant.

Before tiles reach the kiln, moisture must be removed to prevent cracking during firing. Drying chambers carry out this step at 150–200 °C (302–392 °F), producing long, steady streams of hot exhaust air. Implementing WHR here captures medium-grade heat and converts it into hot water suitable for boiler preheating or slurry preparation. Unlike kiln exhaust, dryer exhaust is more moderate in temperature but extremely consistent in output, making it a dependable and easily integrated recovery source.
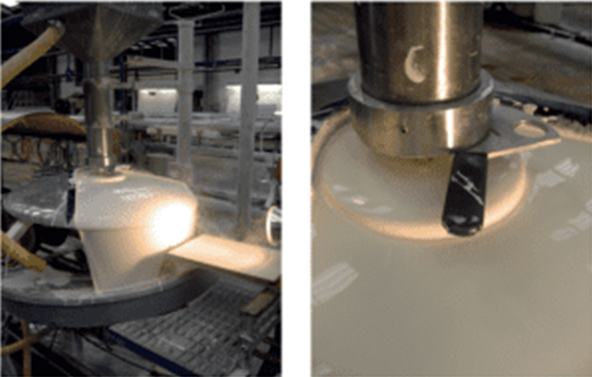
Spray dryers transform liquid slurry into a fine powder that can be pressed into tile bodies, a process that demands major thermal input from burners. By linking ATW WHR systems to supply preheated slurry feedwater, the energy load on these burners can be reduced. Beyond slurry preparation, hot water from WHR can also be used in glaze mixing, where temperature stability improves product consistency and reduces fuel use in heating tanks or mixers. This dual application, supporting both feedstock and finishing stages, makes spray dryer and glaze integration a high-value target for heat recovery.
Beyond production, plants require large volumes of hot water for cleaning molds, CIP (clean-in-place) systems, and facility hygiene. Instead of firing boilers exclusively for these needs, waste heat can offset a portion of the demand.
Air-to-water waste heat recovery has become a practical option for tile and ceramic plants looking to improve efficiency. The technology is mature, with proven results in reducing fuel consumption, emissions, and operating costs.
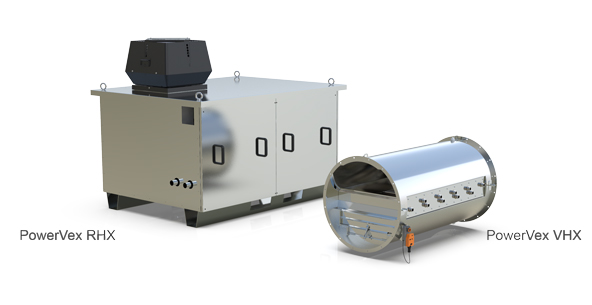
ENERVEX offers turnkey solutions engineered for industrial-scale applications. Our VHX Economizer systems can recover up to 80% of waste heat, while our RHX Heat Exchanger Systems integrate seamlessly into multi-line plants, recovering energy from kilns, dryers, and ancillary equipment simultaneously. Both are built with modular configurations and corrosion-resistant materials to handle the high temperatures and particulate loads typical of ceramic exhaust streams.
Typical payback periods fall under three years, after which the savings continue to compound. More importantly, these systems align with the industry’s push toward sustainability and regulatory compliance, offering you a path to lower operating costs while securing yout competitive edge in a global market. Ready to evaluate your plant’s potential?
Contact ENERVEX to discuss a system designed around your specific production lines.